1 概述
全新的工艺型PLC S7-1500T 无缝扩展了中高级PLC 的产品线,在标准型/安全型PLC 功能基础上,能够实现更多的运动控制功能。根据对工艺对象数量和性能的要求,可选择不同等级的T-PLC 模块,适应从简单到复杂的应用。初次使用的工程师可能在使用或者操作过程中遇到各种各样的问题,通过本FAQ 集可以解决常见的S7-1500T 故障。
2 常见问题
2.1 多套相同的PLC + 驱动器组成一个网络,PLC 报错
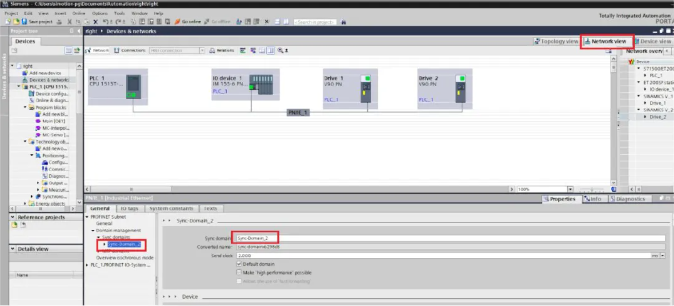
错误截屏如下,信息为同步域的名称重复:

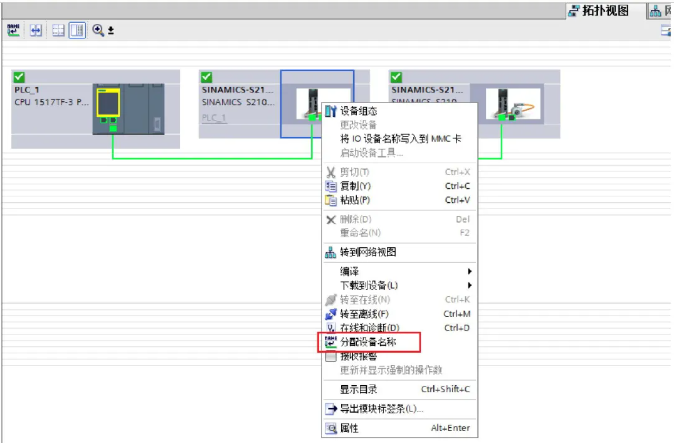
解决方法1:修改同步域名称,如下图所示:
解决方法2:修改多套设备间的互联网口属性,如下图所示:
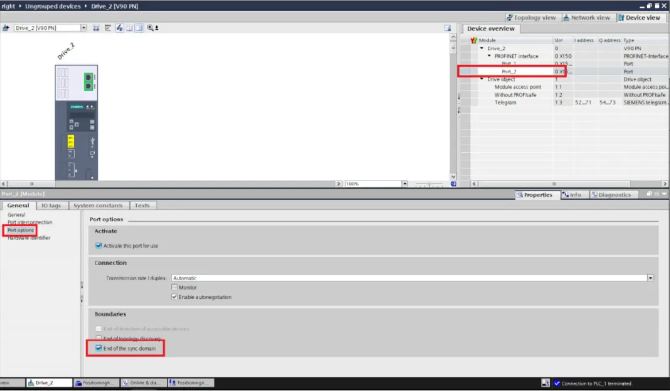
可以同时采取以上的两种方法处理此问题。
需要注意,避免多套系统的IP 地址和设备名称冲突(DEVICE NAME),特别需要注意的是,PLC 的默认设备名称(DEVICE NAME)是相同的。
2.2 V90PN 配置为S7-1500T 的TO 后运行报警F07496
首先检查V90 PN 的P29003 参数,如果是1 ,说明V90PN 的控制模式是“基本定位器控制(EPOS)”,需要通过V-Assistant 软件个性控制模式为“速度控制(S)”,或者对V90 PN 进行工厂复位。

2.3 为什么在配置TO 的界面下找不到自动编码器参数读取功能
一般这种情况是由于项目升级导致的,需要检查TO 属性里的版本信息,如下图所示:
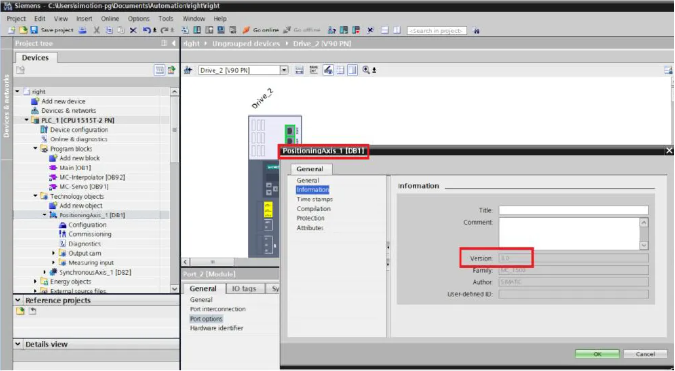
如果版本低于3.0,就会出现这种现象,可以考虑重新配置TO,并且设置版本为3.0 或者更高。
2.4 如何确保轴使能时不出现异常
需要在“MC_POWER”指令的enable 输入前,检查轴DB 的
“.StatusSensor.CommunicationOK“、“.StatusDrive.CommunicationOK”,如果激活了驱动和编码器参数的自动适配功能,则还需要检查
“.StatusDrive.AdaptionState = 2”和“.StatusSensor[n].AdaptionState = 2”。
2.5 S7-1500T 和驱动的通信故障如何检查
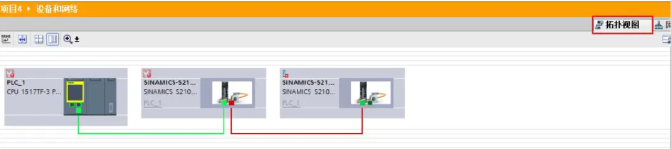
1、检查网络的拓扑结构是否和组态的拓扑结构相同,配置的IRT 网络中不允许中间使用不支持IRT 的交换机进行过渡,即PLC 和PN IRT 通信驱动之间必须使用IRT 类型的设备。拓扑视图中的红色网线说明存在异常。
2、检查设备名称DEVICE NAME 是否和实际的一致。
3、检查设备视图中组态的报文顺序和类型是否与驱动软件中组态的报文顺序、类型相一致。如果S120 使用的STARTER 或者SCOUT 组态,建议使用脚本生成GSD,可参考下述链接中的文档操作:
https://support.industry.siemens.com/cs/us/en/view/92022677
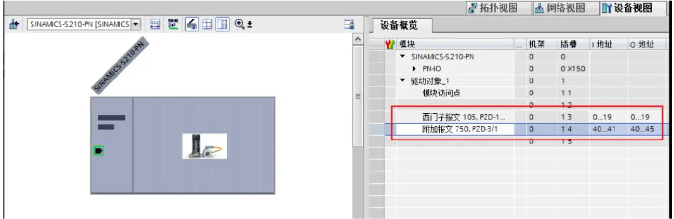
如果是S210 需要注意750 报文和105 报文中间没有空报文。正确的S210 组态:
不正确的报文组态:

2.6 PLC 负荷过高导致停机如何处理
1、检查OB91 的属性,循环因子的数值如果过低可能导致PLC 负荷过高

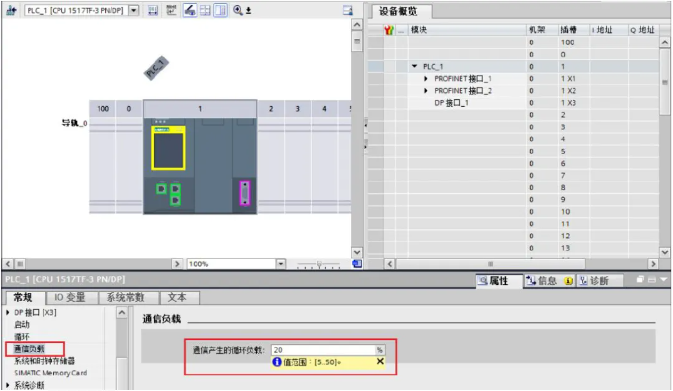
2、检查通信负荷设置,如果过高会导致剩余负荷不足以进行运动计算:
3、通过Sizer 和TST 工具进行PLC 的型号的检查和确认,如果不满足要求,需要更换PLC 类型。
Sizer 链接:
http://support.automation.siemens.com/WW/view/en/54992004
TST 链接:
https://w3.siemens.com/mcms/topics/en/simatic/tia-selectiontool/Pages/tab.aspx
2.7 使用MC_halt 中断当前同步状态后,轴有时会加速,然后再停止
在V14 版本以后,“MC_halt”增加abort acceleration 管脚,用于取消当前使用的加速度。可以通过激活此管脚解决此问题。
2.8 如何在轴运行过程中随时调整速度
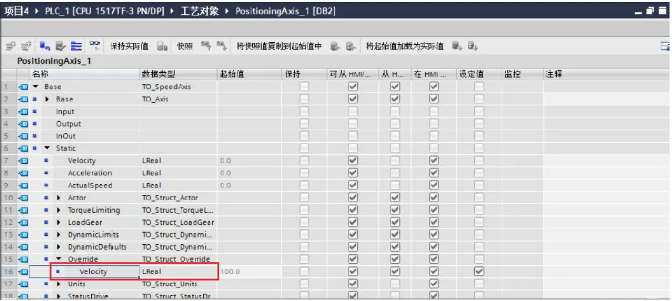
可以通过程序修改轴的系统变量“override.velocity”,如下图所示:
2.9 如何获取轴的常用变量信息
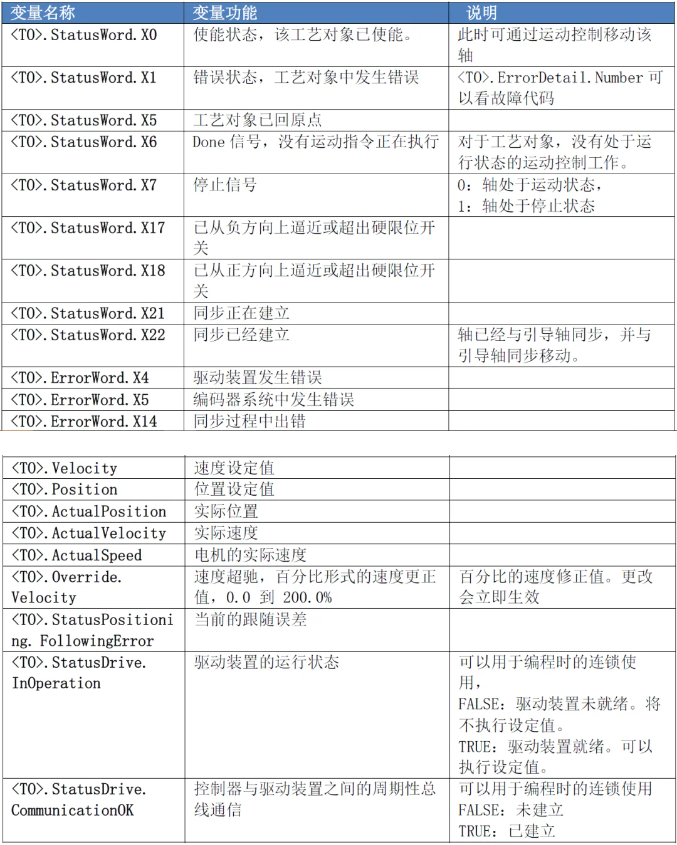
轴工艺数据块中包含了工艺对象的所有组态数据、设定值和实际值以及状态信息,博途软件会在创建工艺对象时自动创建工艺数据块。可以通过用户程序访问工艺数据块的数据(读/写访问)。
在用户程序中,可以读出工艺对象中的实际值(例如,当前位置)、状态信息,或者检测错误消息。使用程序中编制的查询(例如,当前速度)语句,可以直接读出工艺对象中的值。与其它数据块相比,读取工艺数据块中的值耗时更长,因此在用户程序中,如果一个循环内多次使用这些变量,建议将这些变量值复制至局部变量,并在程序中使用这些局部变量。下表列出了常用的轴状态值,
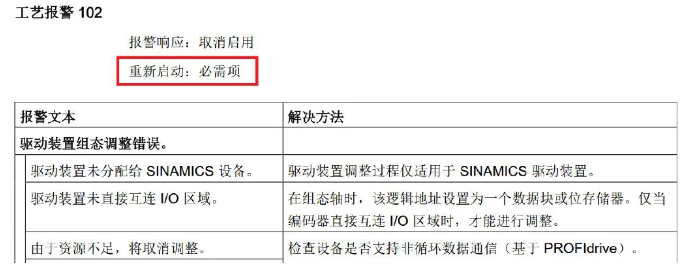
2.10 为什么有些报警通过使用“MC_Reset”无法复位
对于报警,分为两类应答方法:需要重新启动和不需要重新启动。通过运动控制指令“MC_Reset”,可对能在用户程序中确认的所有工艺报警进行确认。确认还将复位工艺数据块中的位“Error”和“Warning”。
需要注意,对于需要重新启动的报警类型,必须置位“MC_Reset”的“Restart”= TRUE,可以启动工艺对象的重新初始化(重启)过程并且复位故障(对于增量编码器需要重新回零)。故障类型是否需要重新启动可以在手册附录中获取,如下图所示。
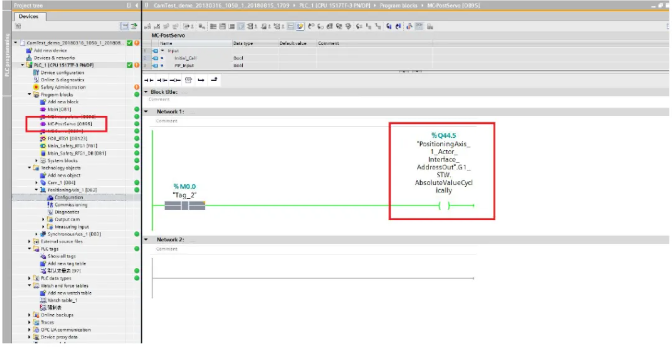
2.11 如何循环读取绝对值编码器的数值
需要在MC_PostServo 中编写如下类似的程序,激活读取请求:
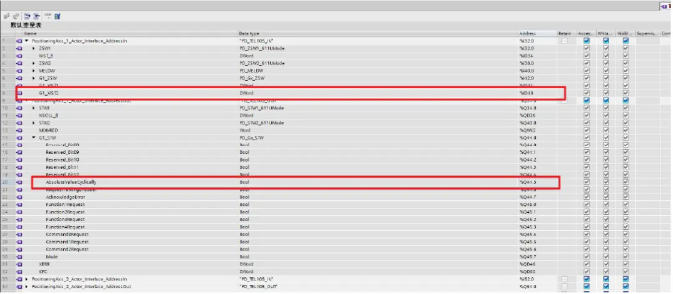
随后在G1_XIST2 中读取此数据即可:
2.12 如何切换被控驱动到纯转矩控制模式
需要在MC_PostServo 中编写如下类似的程序,在程序中置位STW1.14

通过MC_TORQUEADDITIVE 命令发送转矩给定值:



")

")




