你麻烦了老兄,你得找那个做程序的人, 把密码要来,不然只能用一招才可以清楚秘密了,那就是用西门子专用的卡写进去空程序,插到plc中,将程序清空了,这个系列plc目前没有密码破译软件,只有这两个办法,祝你好运啊 ,我就是专门用1200系列的plc,TIA博途软件v11 sp2版本

我谈谈这种两种PLC的认识。
我在学校学了半个学期的PLC知识,教材里面讲了三种ACMY 256国产PLC,三菱F系列40点PLC,另外一种记不住了,那是1999年的事情了。2001年毕业进入奇瑞汽车有限公司,正好公司要上新涂装项目,从此开始学习西门子PLC,并参加过两次西门子公司的培训,就是这两次培训,奠定了后来的基础。
德国西门子(SIEMENS)公司生产的可编程序控制器在我国的应用也相当广泛,在冶金、化工、印刷生产线等领域都有应用。西门子(SIEMENS)公司的PLC产品包括LOGO,S7-200,S7-300,S7-400,工业网络,HMI人机界面,工业软件等。
西门子S7系列PLC体积小、速度快、标准化,具有网络通信能力,功能更强,可靠性更高。S7系列PLC产品可分为微型PLC(如S7-200),小规模性能要求的PLC(如S7-300)和中、高性能要求的PLC(如S7-400)等。
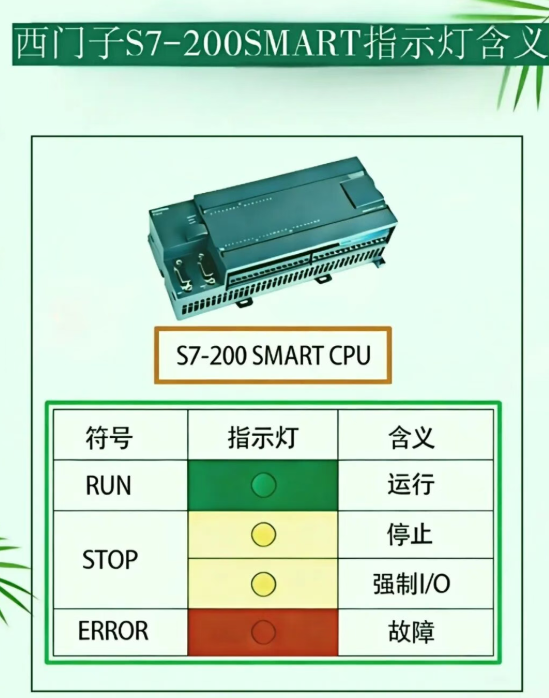
1.SIMATIC S7-200 PLC
S7-200 PLC是超小型化的PLC,它适用于各行各业,各种场合中的自动检测、监测及控制等。S7-200 PLC的强大功能使其无论单机运行,或连成网络都能实现复杂的控制功能。
S7-200PLC可提供4个不同的基本型号与8种CPU可供选择使用。
2.SIMATIC S7-300 PLC
S7-300是模块化小型PLC系统,能满足中等性能要求的应用。各种单独的模块之间可进行广泛组合构成不同要求的系统。与S7-200 PLC比较,S7-300 PLC采用模块化结构,具备高速(0.6~0.1μs)的指令运算速度;用浮点数运算比较有效地实现了更为复杂的算术运算;一个带标准用户接口的软件工具方便用户给所有模块进行参数赋值;方便的人机界面服务已经集成在S7-300操作系统内,人机对话的编程要求大大减少。SIMATIC人机界面(HMI)从S7-300中取得数据,S7-300按用户指定的刷新速度传送这些数据。S7-300操作系统自动地处理数据的传送;CPU的智能化的诊断系统连续监控系统的功能是否正常、记录错误和特殊系统事件(例如:超时,模块更换,等等);多级口令保护可以使用户高度、有效地保护其技术机密,防止未经允许的复制和修改;S7-300 PLC设有操作方式选择开关,操作方式选择开关像钥匙一样可以拔出,当钥匙拔出时,就不能改变操作方式,这样就可防止非法删除或改写用户程序。具备强大的通信功能,S7-300 PLC可通过编程软件Step 7的用户界面提供通信组态功能,这使得组态非常容易、简单。S7-300 PLC具有多种不同的通信接口,并通过多种通信处理器来连接AS-I总线接口和工业以太网总线系统;串行通信处理器用来连接点到点的通信系统;多点接口(MPI)集成在CPU中,用于同时连接编程器、PC机、人机界面系统及其他SIMATIC S7/M7/C7等自动化控制系统。
3. SIMATIC S7-400 PLC
S7-400 PLC是用于中、高档性能范围的可编程序控制器。
S7-400 PLC采用模块化无风扇的设计,可靠耐用,同时可以选用多种级别(功能逐步升级)的CPU,并配有多种通用功能的模板,这使用户能根据需要组合成不同的专用系统。当控制系统规模扩大或升级时,只要适当地增加一些模板,便能使系统升级和充分满足需要。
4. 工业通讯网络
通讯网络是自动化系统的支柱,西门子的全集成自动化网络平台提供了从控制级一直到现场级的一致性通讯,“SIMATIC NET”是全部网络系列产品的总称,他们能在工厂的不同部门,在不同的自动化站以及通过不同的级交换数据,有标准的接口并且相互之间完全兼容。
5. 人机界面(HMI)硬件
HMI硬件配合PLC使用,为用户提供数据、图形和事件显示,主要有文本操作面板TD200(可显示中文),OP3,OP7,OP17等;图形/文本操作面板OP27,OP37等,触摸屏操作面板TP7,TP27/37,TP170A/B等;SIMATIC面板型PC670等。个人计算机(PC)也可以作为HMI硬件使用。HMI硬件需要经过软件(如ProTool)组态才能配合PLC使用。
6. SIMATIC S7工业软件
西门子的工业软件分为三个不同的种类:
(1)编程和工程工具 编程和工程工具包括所有基于PLC或PC用于编程、组态、模拟和维护等控制所需的工具。STEP 7标准软件包SIMATIC S7是用于S7-300/400,C7 PLC和SIMATIC WinAC基于PC控制产品的组态编程和维护的项目管理工具,STEP 7-Micro/WIN是在Windows平台上运行的S7-200系列PLC的编程、在线仿真软件。
(2)基于PC的控制软件 基于PC的控制系统WinAC允许使用个人计算机作为可编程序控制器(PLC)运行用户的程序,运行在安装了Windows NT4.0操作系统的SIMATIC工控机或其它任何商用机。WinAC提供两种PLC,一种是软件PLC,在用户计算机上作为视窗任务运行。另一种是插槽PLC(在用户计算机上安装一个PC卡),它具有硬件PLC的全部功能。WinAC与SIMATIC S7系列处理器完全兼容,其编程采用统一的SIMATIC编程工具(如STEP 7),编制的程序既可运行在WinAC上,也可运行在S7系列处理器上。
(3)人机界面软件 人机界面软件为用户自动化项目提供人机界面(HMI)或SCADA系统,支持大范围的平台。人机界面软件有两种,一种是应用于机器级的ProTool,另一种是应用于监控级的WinCC。
ProTool适用于大部分HMI硬件的组态,从操作员面板到标准PC都可以用集成在STEP 7中的ProTool有效地完成组态。ProTool/lite用于文本显示的组态,如:OP3,OP7,OP17,TD17等。ProTool/Pro用于组态标准PC和所有西门子HMI产品,ProTool/Pro不只是组态软件,其运行版也用于Windows平台的监控系统。
WinCC是一个真正开放的,面向监控与数据采集的SCADA(Supervisory Control and Data Acquisition)软件,可在任何标准PC上运行。WinCC操作简单,系统可靠性高,与STEP 7功能集成,可直接进入PLC的硬件故障系统,节省项目开发时间。它的设计适合于广泛的应用,可以连接到已存在的自动化环境中,有大量的通信接口和全面的过程信息和数据处理能力,其最新的WinCC5.0支持在办公室通过IE浏览器动态监控生产过程。

学习西门子,需要多看手册,多动手练习。
西门子PLC分成S7-200S7-300/400,两者的编程软件不一样,S7-200的是低端的系列。S7-300/400的是中高端的。
学习硬件如何组态,再从梯形图编程开始,进行简单的一行一行的编写,最好装一个PLCSIM软件可以随时检测程序的效果,然后学着编写FC,FB,DB,找点step7的资料就可以照着学,基本上西门子官网上都可以下载到,等熟悉了以后可以尝试学学语句表的编程。编程有了一定基础,在学习通讯方面的知识,这样就可以与上位机软件比如西门子的wincc进行通讯,这也可以通过PLCSIM进行模拟仿真。
PLC学习的5个阶段
一.逻辑阶段
所谓的逻辑阶段就是可以实现继电系统中的一般逻辑性设计,既然是继电系统所以电力拖动知识就是该阶段的基础。我个人总结学习继电系统的根在于一个字“抢”,继电系统之所以能实现逻辑控制就在这个字上。继电系统中主要就有那么三个东东A常开;B常闭;C线圈。这就对应了PLC中的基本元素了,只不过是阅读的方法不一样罢了。
那么是不是就可以把原来的继电系统照搬呢?不行!二者的工作方式是不一样的。继电系统中的所有硬元素同一时态开始竞争的,而PLC中的所有软元素是通过PLC的CPU来进行扫描计算处理最后计算出该时态的结果,这便是PLC的扫描循环工作方式。(随便找一本PLC的书都有介绍)
重点:该阶段就是学习电力拖动,对应于PLC梯形图中的常开;常闭;线圈。
可以完成简单的系统设计
二.顺控阶段
顺序控制在工业中的应用相当广泛,例如一般性的自动机床它就是一个顺序控制过程。PLC设计当中能实现顺控的有两种方法:一 PLC中的顺控指令如三菱 STL ;二 起保停控制方式。不管哪种控制方式在设计的开始我们要完成的是流程,它是系统构成的脉络主要有三个方面:一 “步” 二 “活动步” 三 “转换条件”。
重点:1.掌握系统脉络设计系统流程
2.掌握“起保停”控制方式,把流程图转换成梯形图
可以完成一般性的系统设计
三.汇编阶段
该阶段是本质上区别于继电控制系统,是继电控制系统无法实现的,也是提高PLC控制系统功能的根!我之所以称之为汇编阶段,是因为它很相象于单片机的汇编语言编程,例如单片机中的传送指令MOV,在PLC中的高级指令中也是一样的功能。这一阶段难度比较大,第一要学习计算机基础;第二要充分了解PLC的内部功能和资源;第三熟悉所有的高级指令的功能(不用死记硬背)。如果不了解计算机基础的话在学习高级指令和PLC内不资源的时候根本理解不了 ,在设计上的思路和继电系统有很大区别例如:I0.0 和IB0 第一个是“位”也就是逻辑设计的“点”,第二个是“字节”在逻辑设计中没有涉及到。
重点:1. 计算机基础
2.PLC资源
3.指令功能
4.适应单片机的程序设计思维
可以完成复杂的系统设计
四.特殊阶段
特殊阶段就是对特殊功能的系统而言的,例如运动控制,PID温度控制,网络连接等等。不同的PLC能实现的功能不一样,有些功能PLC内是集成的而有些是需要外加扩展的,那么就要根据不同的控制对象去选用了。掌握好该阶段是可以大大提高PLC的程序,但是还需掌握PLC以外的其他自动化知识,如伺服,变频器等等。
重点:1. 了解系统构成需要
2.合理选择扩展单元
3.学习扩展单元使用方法
可以完成特殊的系统设计
该阶段的学习学要一定的实际条件才能完成
五.网络阶段
随着自动化技术的发展由PLC做下位机的应用也十分多见。该阶段组要学习是不同PLC的通信协议和一些通讯指令,如PLC通过编程口控制变频器如西门子的USS协议与变频器进行信息的交换。还有工业以太网和现场总线等如西子的PROFIBUS;AS-i; 等等。
小行网络中MODBUS比较重要,例如通过PLC和变频器建立MODBUS协议来控制变频器。
在网络中有时候有些产品通讯协议非标准,这是就要用到自由通讯了,相当的灵活,但要一定的计算机网络基础。首先要有电工基础,有会画电气原理图的基础
然后开始看书看西门子PLC手册,电脑下载个软件编程练习,仿真测试效果
最后最好能有个实物PLC,仿真功能有限很多高级的功能都实现不了
这算是入门,晋升的办法只有应用在工作中,如果没有实践自学很难找人带是最省力 最快的 自己摸索 就像一个人过草地 森林 沙漠一样
吃苦倒是罢了 关键是会迷路 原地踏步好几年 很多的先从基础一步一步做,自己动手实践。一切真理出自实践。西门子的帮助菜单有指令的使用先熟悉硬件


")

")




