三菱PLC中断控制详解
一、中断控制概述
PLC中断是指当特定事件发生时,暂停当前正在执行的程序,转去执行专门的中断服务程序,执行完毕后再返回原程序继续执行的过程。三菱PLC的中断功能可以实现对快速事件的及时响应,提高系统的实时性。
二、中断类型
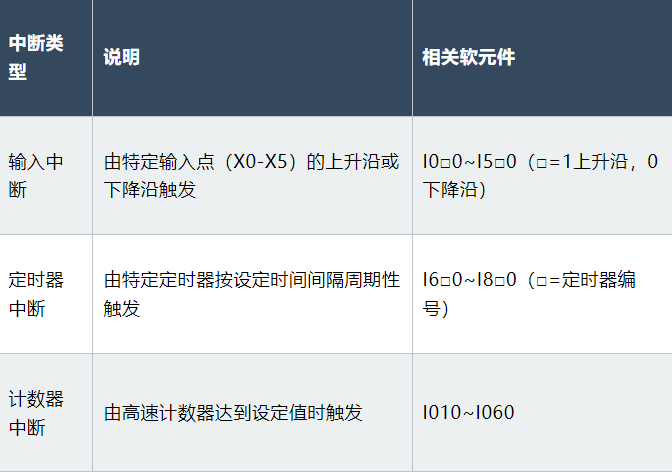
三菱FX系列PLC主要支持以下几种中断类型:
三、中断指令详解
1. 中断允许指令 EI
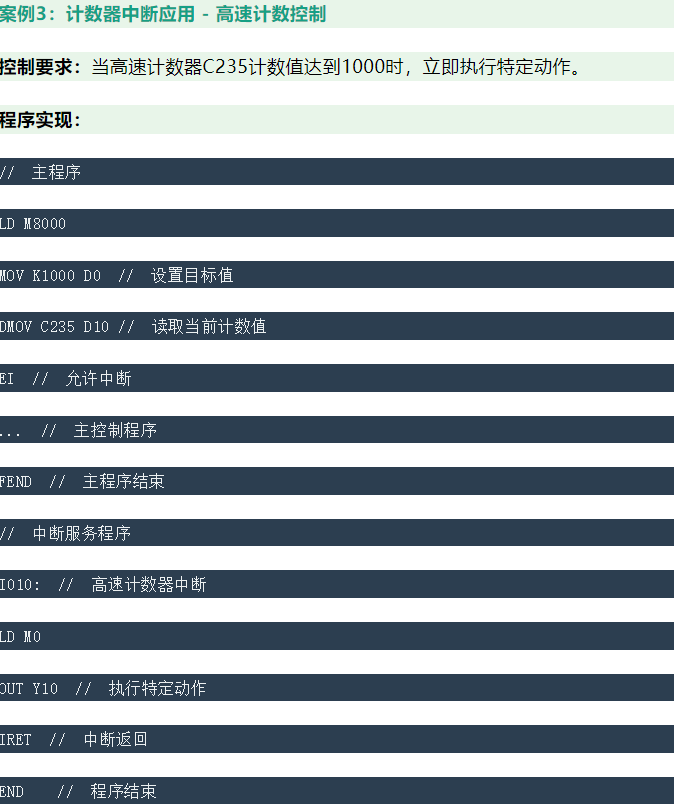
EI指令用于开启中断功能。在EI指令执行后,允许响应中断请求。

2. 中断禁止指令 DI
DI指令用于禁止中断。执行DI指令后,将不响应任何中断请求。

3. 中断返回指令 IRET
IRET指令用于中断服务程序的结束,返回到主程序被中断的位置继续执行。
4. 中断指针
中断指针用于标识中断服务程序的开始位置,格式为I□0□0(如I100)。
注意:中断服务程序必须放在主程序结束指令FEND之后,且必须以IRET指令结束。
四、硬件配置与设置
1. 输入中断硬件要求
使用输入中断时,需要将特定输入点(X0-X5)与中断程序关联:
2. 定时器中断设置
定时器中断使用特殊寄存器设置中断间隔:
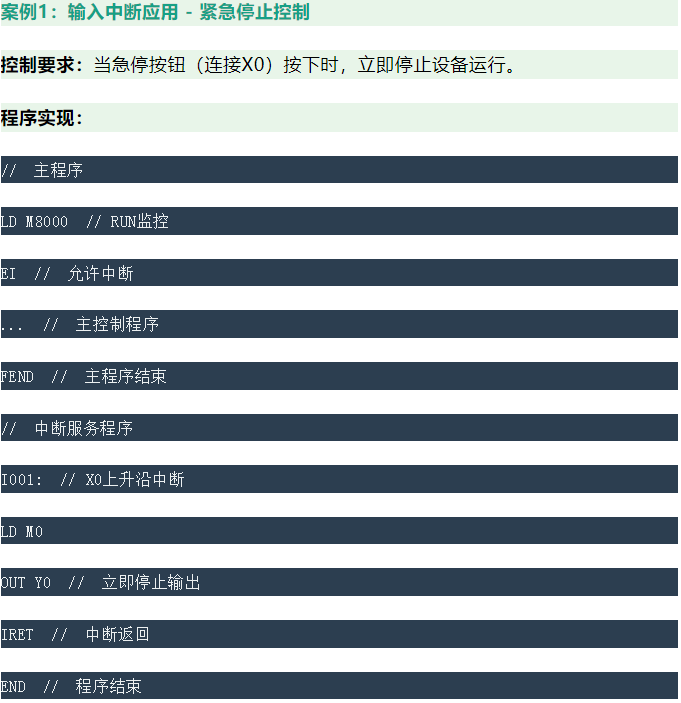
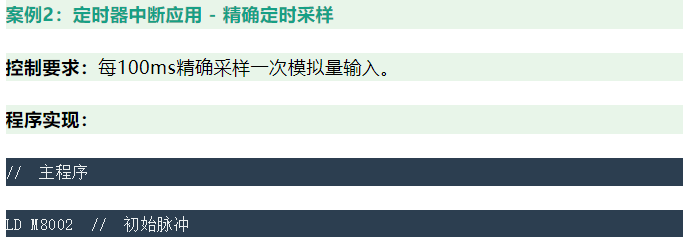
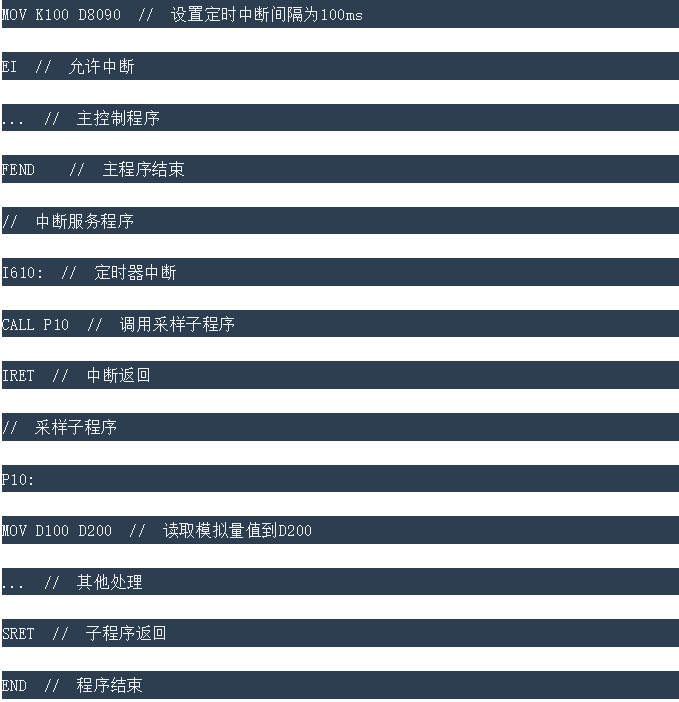
五、应用案例
六、注意事项

")

")




